Вы хотите узнать о решениях LASIT для вашего сектора?
Загрузите каталог и запросите бесплатную консультацию у одного из наших экспертов.










TowerShuttleРобот помещает коробку дифференциала, а челнок уводит ее в камеру, никогда еще загрузка не была такой простой.

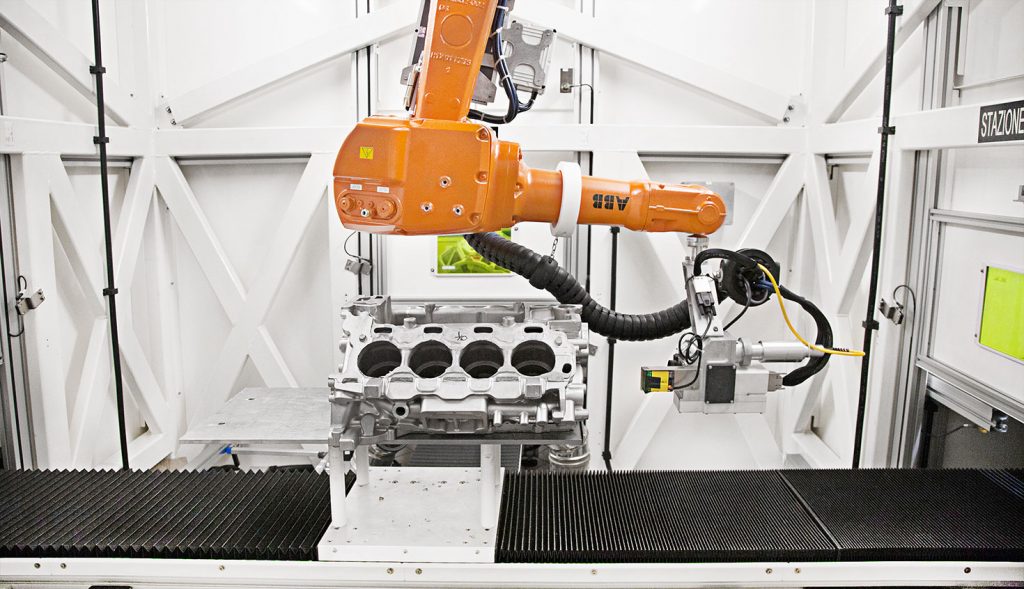
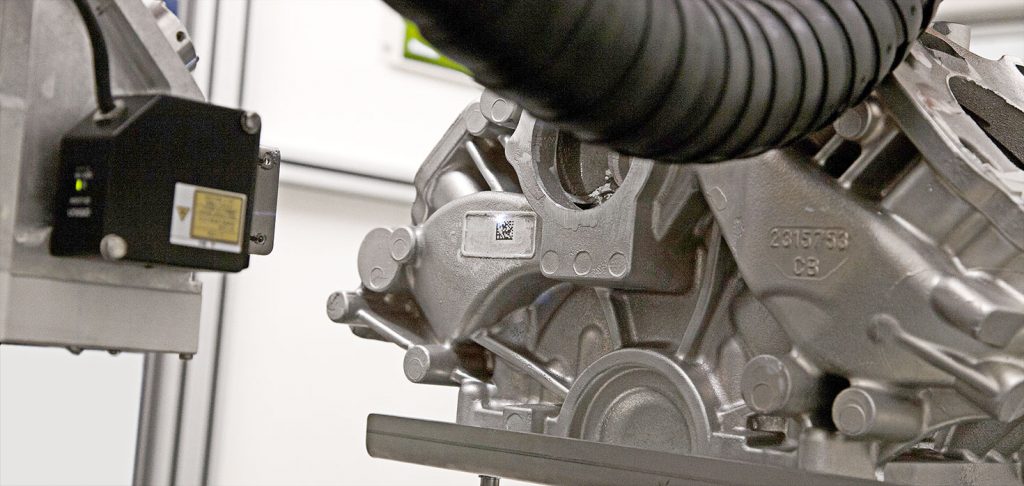
RoboCelЛазерная маркировка отлитых под давлением компонентов с помощью роботов: маркер – лидер в плане размеров и производительности.
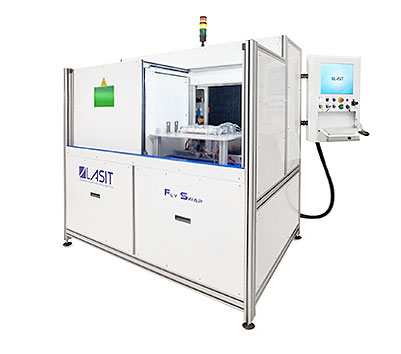
FlySwapПерекрываемое время – это не просто поворотный стол: LASIT сделал его поперечным для маркировки и проверки отлитых деталей.

FlyPressДва процесса на одной станции: для тех, кто производит турбокомпрессоры, производительность увеличивается вдвое.