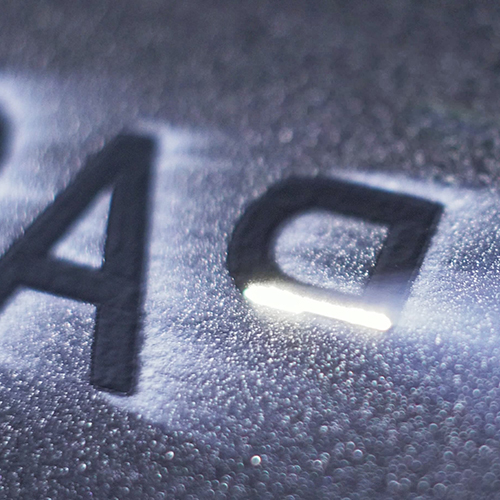
Лазерная маркировка медицинских компонентов из кобальта, стали M30NW и титана TA6V
В медицинской промышленности прослеживаемость компонентов с помощью кода UDI теперь является обязательным, что позволяет идентифицировать каждое устройство, обеспечивая большую безопасность и надежность всей производственной цепи.
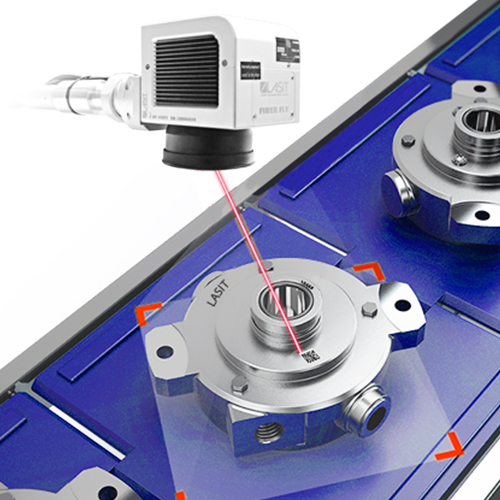
Сталь и титан являются предпочтительными металлами для изготовления этих устройств, и сегодня мы проанализируем результаты обработки этих материалов с использованием волоконно-оптических лазерных источников. В частности, мы сосредоточимся на кобальтовых сплавах CoCrMo, стали M30NW и титане TA6V, для которых мы определили идеальный лазерный источник, оптическую конфигурацию и параметры маркировки.
Материал:CoCrMo
Компонент:Протезы
Тип лазера:FiberFly MOPA 20W
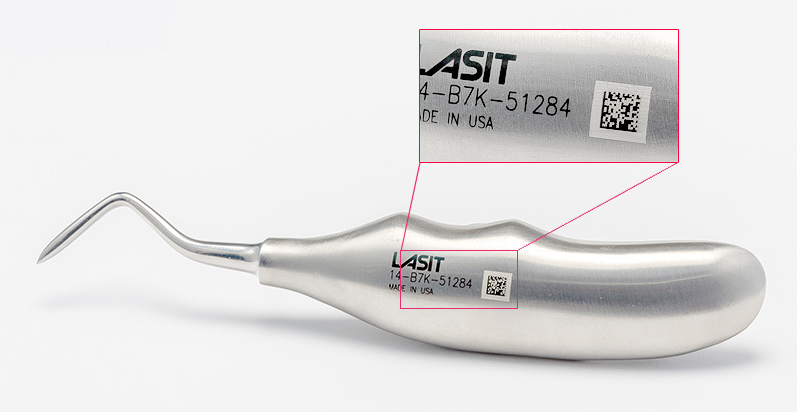
Материал:Сталь AISI 304
Компонент:Хирургические инструменты
Тип лазера:FiberFly Pico
Материал:Титан TA6V
Компонент:Протезы
Тип лазера:FiberFly MOPA 30W
Вы хотите узнать о решениях LASIT для вашего сектора?
Загрузите каталог и запросите бесплатную консультацию у одного из наших экспертов.
После маркировки для компонентов из кобальта CoCrMo и стали M30NW было проведено испытание на устойчивость к циклу пассивации лимонной кислотой с последующей проверкой окисления материала с помощью 24-часового цикла солевого тумана.
Для компонентов TAV6V требовалось только испытание на окисление с использованием того же процесса солевого тумана.
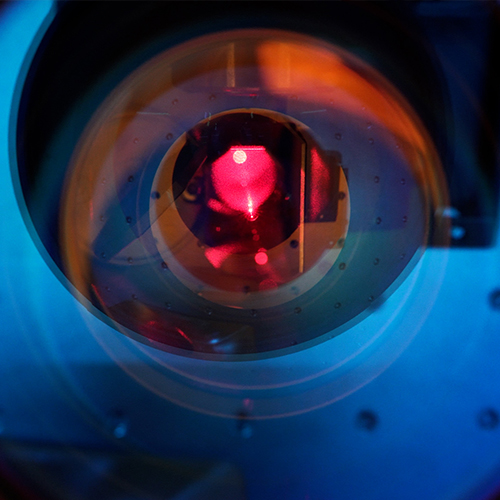
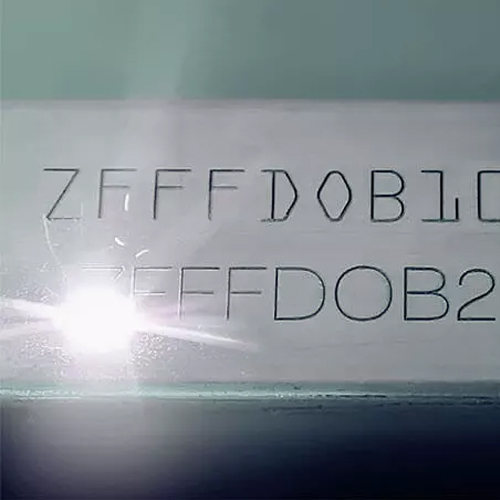
Испытания показали, что выбор источника и параметров соответствовал требуемым материалам и маркировке, поскольку контраст и видимость оставались неизменными.
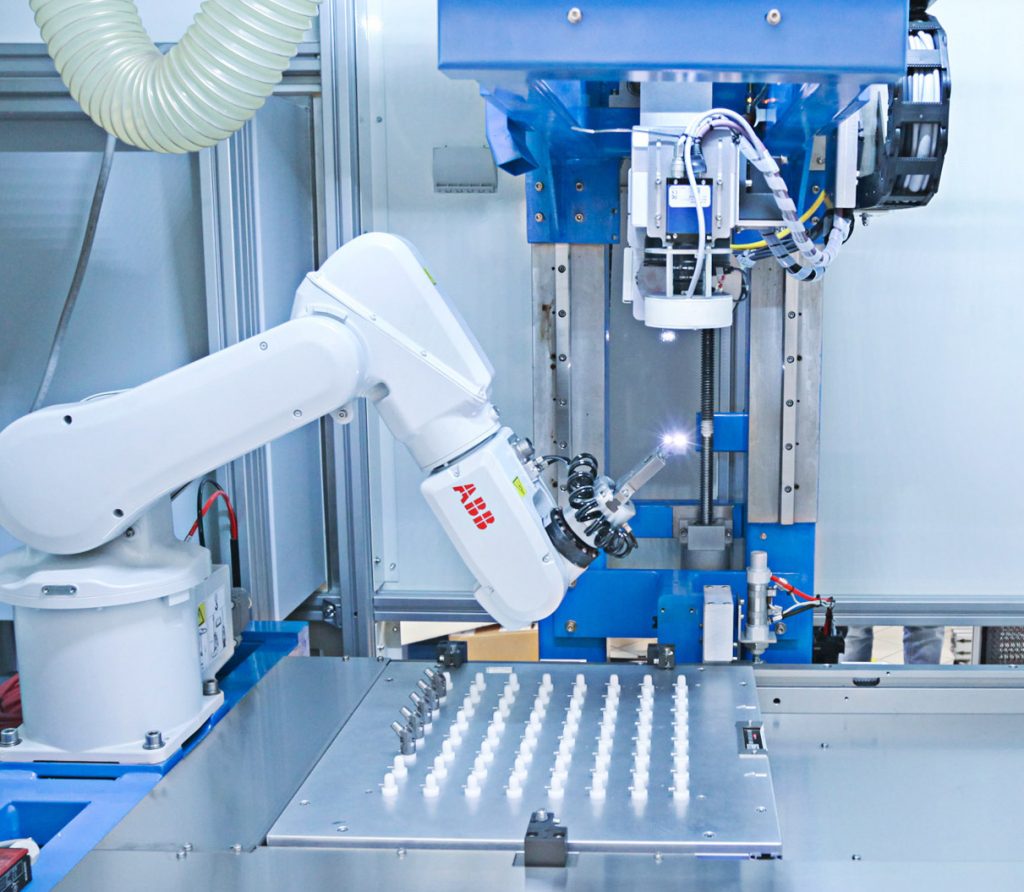
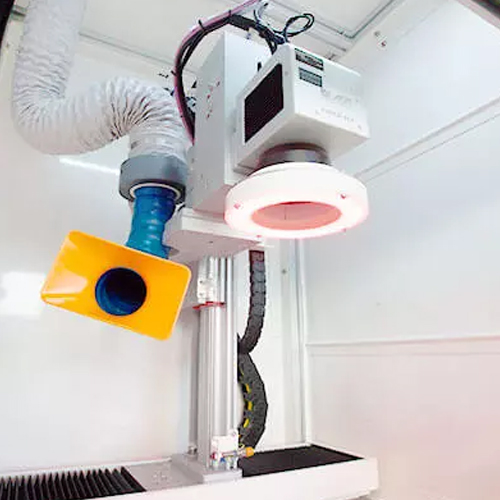
Как только технические аспекты, связанные с лазерным источником, были определены, работа перешла из рук лаборатории LASIT в руки механического проектирования и разработки, флагмана нашего бизнеса, которые позаботились о реализации автоматической системы, необходимой для лазерной маркировки всех комплектующих.
Как компоненты для имплантологии, это чрезвычайно хрупкие части. Этот фактор, вместе с запросом о лазерной маркировке с нескольких сторон, создал необходимость использовать лазерный маркер с антропоморфным роботом, чтобы брать детали с шаблона и помещать их под лазерную головку под всеми необходимыми углами и наклонами.
Идеальное центрирование и позиционирование каждого компонента роботом под лазером имеет здесь не только эстетическое значение для лазерной маркировки буквенно-цифровых кодов, но также и функциональное значение, поскольку на протезах также нанесены установочные выемки, что является основополагающим для правильной установки протеза в операционной.
Поскольку одна и та же машина маркирует все три компонента, машина для лазерной маркировки оснащена мульти-магазином и полностью автоматической системой захвата и позиционирования.
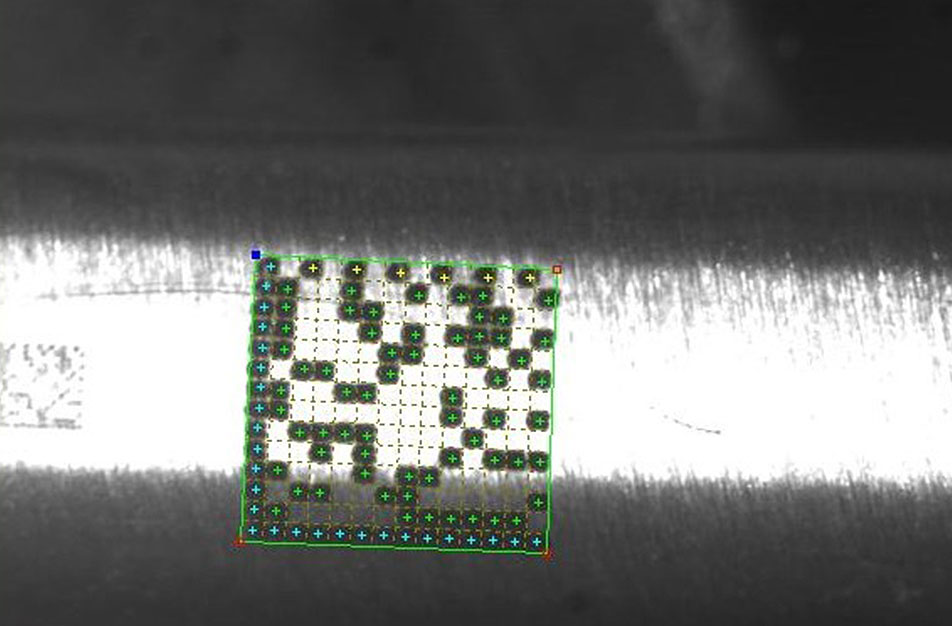
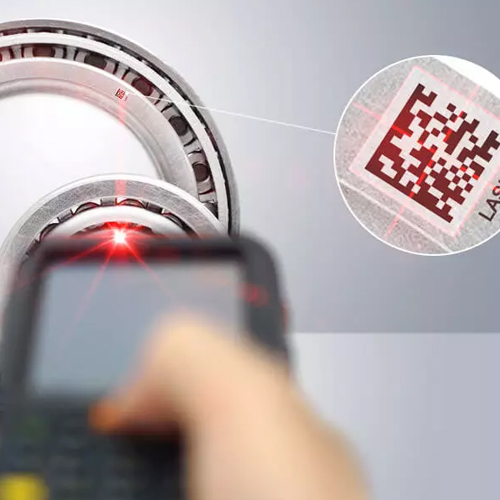
После того, как поддоны загружены в магазин, лазерный маркер работает без участия оператора: программное обеспечение определяет тип компонента с помощью определенного кода Datamatrix, устанавливает соответствующую маркировку и запускает цикл.
Посмотрите видео, где мы показываем процесс маркировки FlyRobot.